


冷却回路増強によるサイクルタイム短縮
熱可塑性プラスチック射出成形では、金型内に水を通し、高温化した樹脂を硬化させます。
樹脂の硬化には一定の冷却時間を設ける必要があり、その間は金型からの取り出しができません。この冷却時間が長いために、射出成形のサイクルタイムも長くなります。
したがって、生産性アップのために、サイクルタイムを短縮化することができればコストダウンの余地があります。
樹脂の硬化には一定の冷却時間を設ける必要があり、その間は金型からの取り出しができません。この冷却時間が長いために、射出成形のサイクルタイムも長くなります。
したがって、生産性アップのために、サイクルタイムを短縮化することができればコストダウンの余地があります。
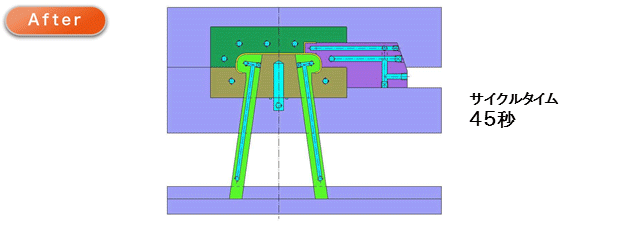
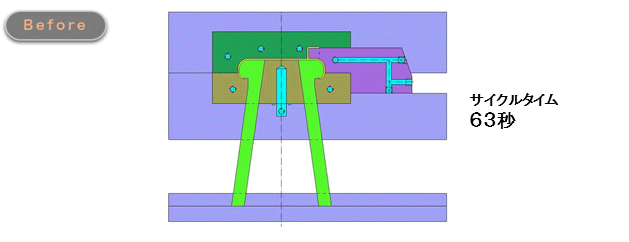
金型設計の工夫による射出成形のサイクルタイム短縮化の手法として、冷却回路の増強が上げられます。
細部まで冷却回路を通すことにより、冷却時間を短縮化することができるためです。
上図のように冷却回路を増強することで、短時間で樹脂を効率良く硬化させサイクルタイムを短縮することができました。
サイクルタイムを短縮により、時間当たりの出来高増加し生産性を向上させることができます。また、寸法精度も出やすくなり品質の安定にも繋がります。
細部まで冷却回路を通すことにより、冷却時間を短縮化することができるためです。
上図のように冷却回路を増強することで、短時間で樹脂を効率良く硬化させサイクルタイムを短縮することができました。
サイクルタイムを短縮により、時間当たりの出来高増加し生産性を向上させることができます。また、寸法精度も出やすくなり品質の安定にも繋がります。
製品事例

ボンネット(ガラス繊維入り樹脂)

支持板

ボディ

ボディ

ボディ

パネル

ミキシングチャンバー

マシンガン

マグネットローラー

レバー部品

レバー

ベース

ケース

拍車ベース

ダイス

樹脂コンテナ

スクリーン

プレート

ジョイントパイプ

キャップ

ボディー

ハーネス結束バンド
ボビン